Manufacturing at NEB®
Script
Welcome to New England Biolabs. This tour will take you through the production of an enzyme in our ISO13485 certified production facility, located in Ipswich Massachusetts.
The first stop is our Fermentation and Cell Breakage room, where enzymes begin their life as either a cell paste or a transformed E. coli stock that has been engineered to express the enzyme of interest. Here, our dedicated fermentation group oversees the growth and production of all engineered enzymes, in scales that range from 1 liter to 500 liters. Extensive online fermentation batch records provide documentation of growth conditions and strain information. For risk mitigation purposes, duplicate cell pastes and transformed stocks are stored off-site.
The next step is enzyme purification, which is performed by our Product Managers. The Product Manager is responsible for optimizing each step of the purification of the protein of interest. All Product Managers are extensively trained on protein purification with AKTA HPLC.
For larger volumes of enzyme, Product Managers work directly with our centralized scale-up purification lab, which is equipped with larger columns. NEB also has specific groups responsible for column maintenance and validation, as well as buffer production.
Following purification, product managers perform all quality controls and submit samples to the centralized quality assurance group, for secondary QCs on all new lots prior to their release.
The QA/QI group is dedicated to maintaining the highest levels of product quality, and moving towards increased stringency in existing QCs. The QA/QI group is responsible for conducting stability studies, And develops new QCs for specific applications, and manages internal validation and tech transfer of custom QCs.
This group also works closely with the Quality Management Systems group on generating specifications for new products and approval of Certificates of analysis for new lots of material.
Large-scale purification of product is performed in our Scale-up & Purification Lab. These scientists are experts in purification, and work directly with product managers when needed. They also produce multiple lots for validation purposes.
Meanwhile, the Scale-up & Development group optimizes fermentation conditions for new products by testing a variety of growth conditions, on a smaller, 100 milliliters to 1 liter scale. This allows for the high density production of enzymes, and allows for the optimization of fermentation conditions.
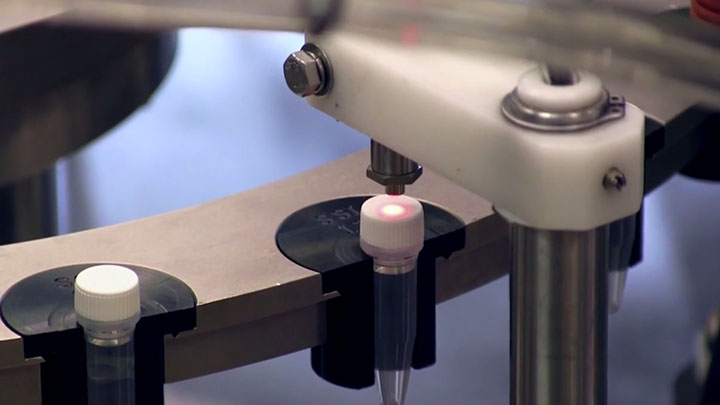
Following purification and quality control, enzymes are transferred to our Packaging Department for vialing and packaging. NEB houses its multiple high-speed, automated packaging machines that fill, label, cap and top-label our enzymes and buffers. The machines are flexible, allowing choice of vial, cap and label, including 2D and 3D barcoding, to better accommodate our OEM and private label customers.
The average run is 2400 to 2700 vials per hour, and NEB fills an average of 10 to 13 thousand vials per day on these machines. The tubing used in these machines is disposable, and the pump head and filling portions are fully cleaned and autoclaved between runs, according to a validated SOP.
Smaller numbers of vials can be filled in our clean room by a member of our dedicated hand packaging team. All hand filling is performed on ice in a contained environment, one product at a time, to ensure that there is no cross-contamination. Custom filling of bulk-bottled materials for OEM customers also takes place in the Hand Packaging Clean Room.
The final stop for our products, before they leave NEB for supply to the customer is our Shipping Department. Here, orders are received directly from customer service and our web site, as soon as the order is placed. Monday through Thursday, NEB orders ship the same day that the order is placed. Local deliveries to Cambridge and Boston can be delivered same-day, if the order is received by 11am. International shipments to our 7 subsidiaries ship weekly for supplemental inventory at their local cold storage warehouses. On average, NEB ships hundreds of orders per day.
Thank you for touring the NEB facility. Potential OEM customers who are interested in visiting the NEB facility should contact NEBsolutions@neb.com.
Related Videos
-

Production, Quality and Tech Support -

Partnering with NEW ENGLAND BIOLABS® -
NEB® TV Ep. 13 – How Enzymes are Made

